 STECHOQ TRAINING CENTER
STECHOQ TRAINING CENTER
Stablisisasi & Efisiensi Proses Kerja
Stabilisasi & Efisiensi Proses Kerja
Persaingan pada industri manufaktur yang semakin ketat dan bertaraf global menuntut setiap perusahaan mempunyai strategi yang unik untuk menjaga produknya dan kualitas produknya yang bertujuan dapat dikirim ke pelanggan secara tepat waktu dengan tanpa meneruskan cacat dan kesalahan pad produk. Oleh karena itu perlu dilakukan evaluasi pada proses kerja dan beban kerja pada kegiatan produksi di industri manufaktur untuk mendapatkan jumlah operator dengan beban kerja yang optimal yang akan berdampak pada efisiensi dan stabilisasi proses kerja dan dapat menurunkan biaya operasional. Serta diperlukan standarisasi elemen kerja setelah dilakukan perbaikan proses kerja agar proses kerja dapat berjalan dengan baik.
Mengacu pada pendapat salah satu ahli yaitu Wignjosoebroto (2008) mengenai pengertian dari penelitian kerja adalah suatu aktivitas yang ditujukan untuk mempelajari prinsip–prinsip dan teknik–teknik guna mendapatkan suatu rancangan system kerja yang stabil dan efisien.
Studi waktu adalah proses menentukan waktu yang diperlukan bagi seorang operator dengan kualifikasi tertentu untuk menyelesaikan suatu pekerjaan dengan performansi yang telah didefinisikan. Pengukuran waktu secara langsung dilakukan dengan stopwatch yang disebut stopwatch time study. Pada aktivitas pengukuran waktu pekerjaan diurai menjadi elemen-elemen kerja. Terdapat tiga aturan yang harus diikuti untuk membagi suatu proses operasi kerja ke dalam elemen-elemen kerja yaitu sebagai berikut:
- Elemen-elemen kerja dibuat sedetail dan sependek mungkin akan tetapi masih mudah untuk diukur waktunya dengan teliti.
- Handling time seperti loading dan unloading time harus dipisahkan dari machining time.
- Elemen-elemen kerja yang konstan harus dipisahkan dengan elemen kerja yang variabel.
Salah satu faktor yang sangat diperlukan untuk menunjang percepatan produksi adalah dengan adanya standarisasi pekerjaan. Standardisasi atau pembakuan adalah aturan tentang apa saja yang dianggap perlu untuk dibakukan dan dikomunikasikan secara tertulis. Dalam proses standardisasi kerja, standar kerja merupakan hal penting yang harus diperhatikan. Standar kerja ini biasanya dimanifestasikan berupa WorkInstruction (WI) atau Instruksi Kerja (IK). Adapun tujuan standar kerja dibuat adalah sebagai berikut:
- Salah satu sarana untuk implementasi Built in Quality (BIQ)
- Sebagai visualisai untuk mendapatkan problem dan melakukan strategi kaizen
- Sebagai petunjuk dan panduan kerja bagi yang melakukan proses tersebut
- Menghindari terjadinya penyimpangan proses
- Sebagai pengendali visual (visual control) dari proses kerja
- fMenjaga agar proses yang dilakukan oleh siapa pun tetap sama.
- Standar kerja sangat berkaitan dengan suatu pekerjaan. Standar kerja akan menentukan proses kerja yang akan berpengaruh banyak dalam mempengaruhi keberhasilan dalam pencapaian sasaran dan target serta mengendalikan faktor-faktor Quality, cost, delivery, safety, material, product, environmental (QCDSMPE).
Standarisasi kerja adalah peraturan pada saat membuat barang di tempat kerja, yaitu cara melakukan produksi yang paling efektif dengan urutan tanpa muda, mengumpulkan pekerjaan, dan memfokuskan gerakan manusia. Terdapat tiga unsur penting dalam standarisasi kerja:
- Takt time, yaitu waktu yang menentukan satu buah part harus dibuat dalam waktu berapa menit dan cycle time adalah waktu yang diperlukan untuk melakukan pekerjaan dengan urutan kerja yang telah ditentukan.
- Urutan kerja, yaitu urutan proses pekerjaan yang dikerjakan operator dapat juga dikatakan sebagai langkah kerja.
- Standard in process stock, yaitu barang dengan supply minimum yang dimiliki di dalam proses agar pekerjaan dapat dilakukan dengan urutan dan gerakan yang sama berulang-ulang. Standarisasi kerja dapat berupa Tabel Standarisasi Kerja (TSK), Standar Operation Procedure (SOP), maupun Work Elemen Sheet (WES).
Elemen Standarisasi Kerja
Pada Standarisasi kerja terdapat elemen-elemen utama yang harus digunakan untuk menyusun dan membuat standarisasi kerja yang baik, yaitu diantaranya sebagai berikut:
a. Takt Time (T/T)
Takt Time adalah waktu yang ditetapkan untuk menghasilkan 1 (satu) satuan produk berdasarkan permintaan yang ada, atau bisa diartikan seberapa cepat atau tiap berapa menit keluar satu unit produk.
b. Cycle Time (C/T)
Cycle Time adalah waktu yang dibutuhkan untuk menyelesaikan satu proses dari awal sampai dengan kembali ke awal
c. Lead Time (L/T)
Lead Time adalah waktu yang dibutuhkan oleh satu unit produk untuk melewati satu proses dari awal sampai akhir
d. Urutan kerja
Urutan kerja adalah urutan yang paling efisien bagi operator dalam memproduksi unit berkualitas
e. Standar stock dalam proses
Standar stock dalam proses adalah barang dengan jumlah minimum yang harus disiapkan didalam proses agar pekerjaan dapat dilakukan berulang (continuous) dengan urutan dan gerakan yang sama.
untuk menyusun standarisasi kerja yang baik sebaiknya memperhitungkan elemn-elemen diatas dalam penentuan parameter-parameter pembuatan TSK (Tabel Standarisasi Kerja) agar tercipta standarisasi kerja yang efisisen dan stabil dalam mewujudkan proses produksi yang baik. Pada contoh berikut merupakan contoh pembuatan TSK yang mengambil data dari produksi PT. Garuda Food.
Penerapan Tabel Standar Kerja
Tabel standar kerja merupakan alat yang digunakan untuk membantu proses standarisasi kerja yang dilakukan pada sebuah pekerjaan. Tabel standar kerja berfungsi sebagai standar, petunjuk, atau order pekerjaan. Sedangkan tujuan dari pembuatan Tabel Standar Kerja (TSK) adalah:
- Pengendalian proses(penjaminan proses sesuai dengan urutan yang telah ditentukan)
- Pemerataan pekerjaan (strategi Heijunka)
- Penentuan layout tool, equipment, dan material
- Penentuan kebutuhan manpower
Tabel Standar Kerja sangat efektif untuk diimplementasikan pada proses kerja yang berhenti atau tidak menggunakan conveyor. Pembuatan Tabel Standar Kerja pada proses produksi di mesinmixing ini dilakukan sesuai dengan prosedur penelitian,
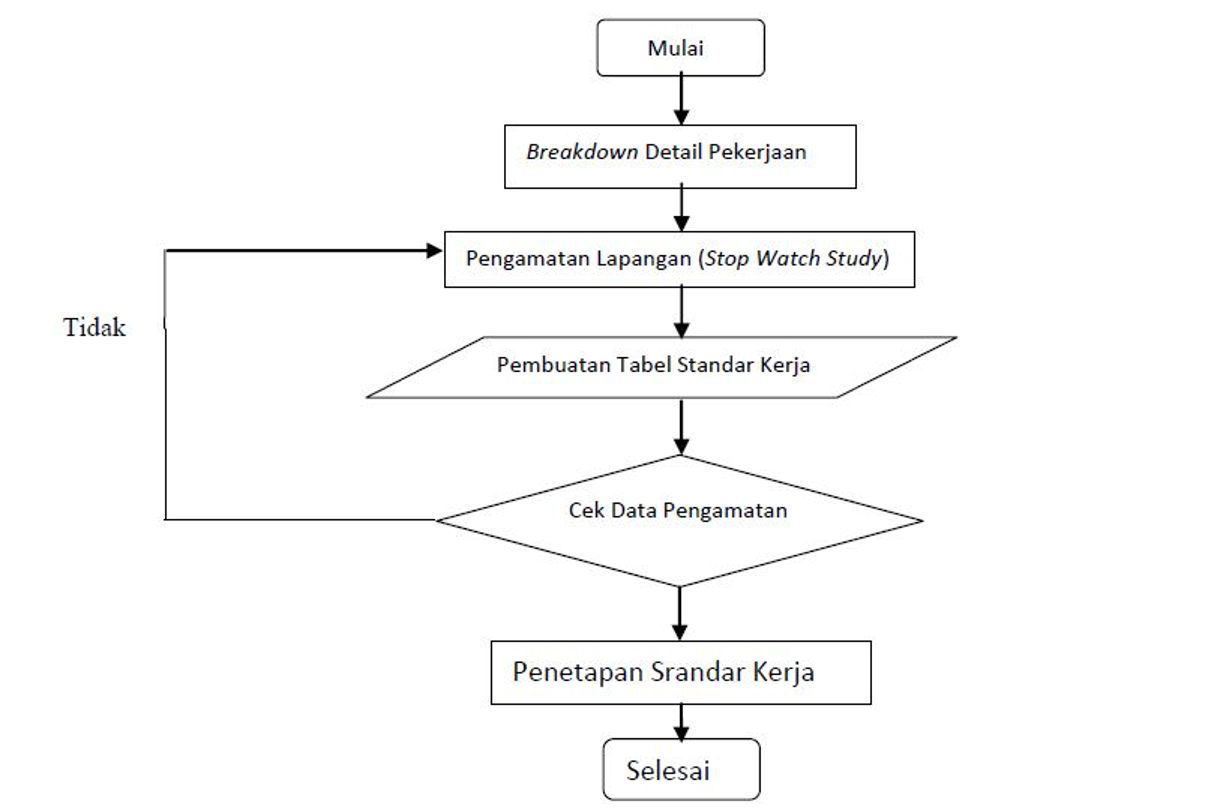
Langkah-langkah metode pengukuran dan prosedur kerja menggunakan TSK di PT.Garudafood Putra Putri Jaya Divisi Coated Peanut adalah sebagai berikut:
a. Breakdown Detail Pekerjaan
Pembedahan pekerjaan menjadi elemen-elemen rinci dapat dilakuakan dengan mengambil sumber terpercaya, yaitu pada pihak-pihak departemen terkait yang dalam hal ini adalah pihak Departement Product Development dan Quality Control. Pihak-pihak terkait menjadi sumber informasi yaitu kepala shift dan quality control lapangan secara langsung.
b. Pengamatan Langsung (Metode Stop Watch Study)
Untuk observasi langsung terhadap pekerjaan yang dipelajari metode stop watch study.
c. Pembuatan Tabel Standar Kerja
Tabel standar kerja dibuat dengan standar yang sudah ada dalam perusahaan serta melibatkan unsur-unsur penting di dalamnya. Unsur-unsur proses, gerakan manusia, layout mesin atau alat, layout barang diperoleh melalui pengamatan langsung. Untuk elemen waktu dan pergerakan, dan diperoleh dari pencatatan pengamatan, berulang-ulang dari jenis kerja yang repetitif.
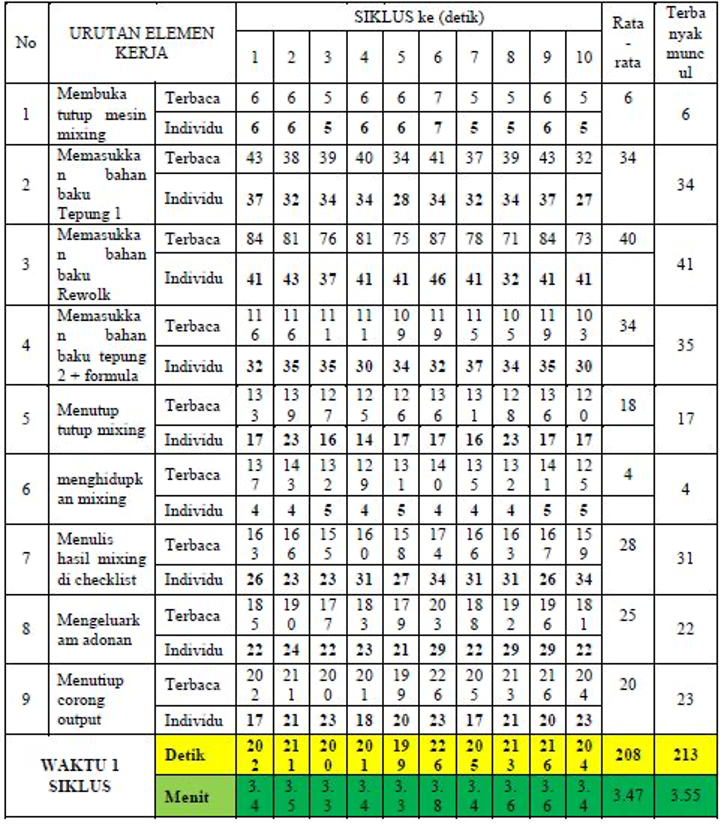
d. Penetapan Standar Kerja
Standar yang ditetapkan berlaku pada pekerjaan yang terkait dan pada setiap pekerja yang melakukannya seperti terlihat pada tabel berikut ini,
Nama pekerjaan : Mixing
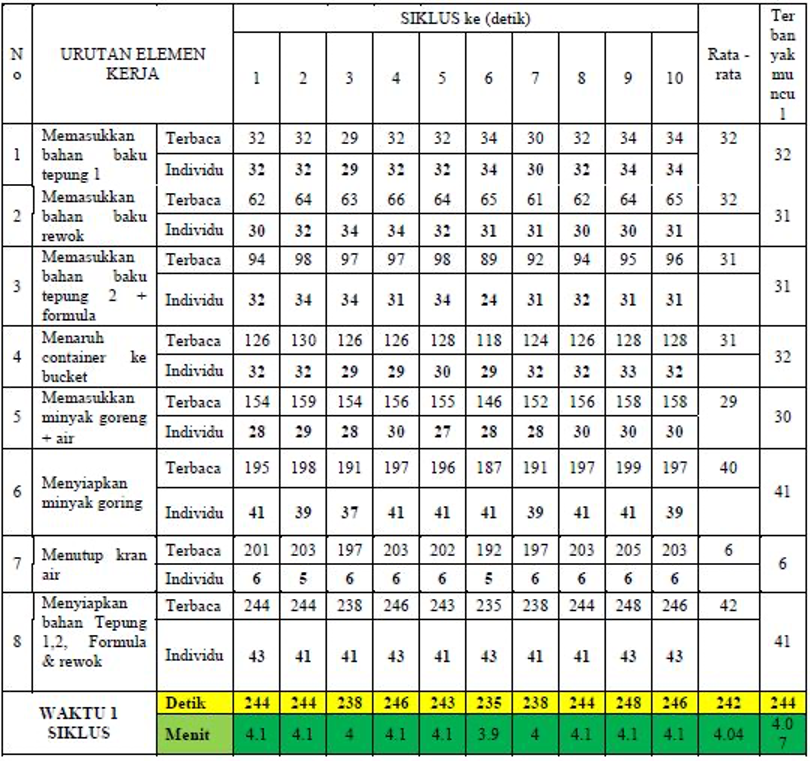
Nama pekerjaan : Tuang Minyak dan Air
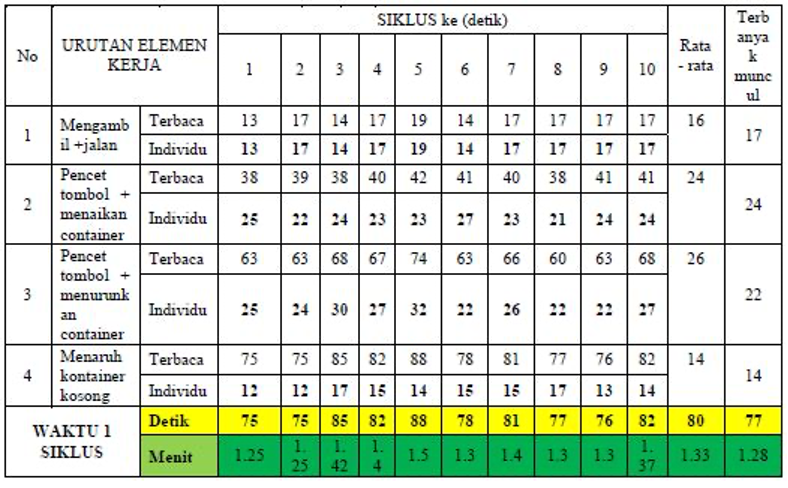
Nama pekrjaan : Langsir bahan baku
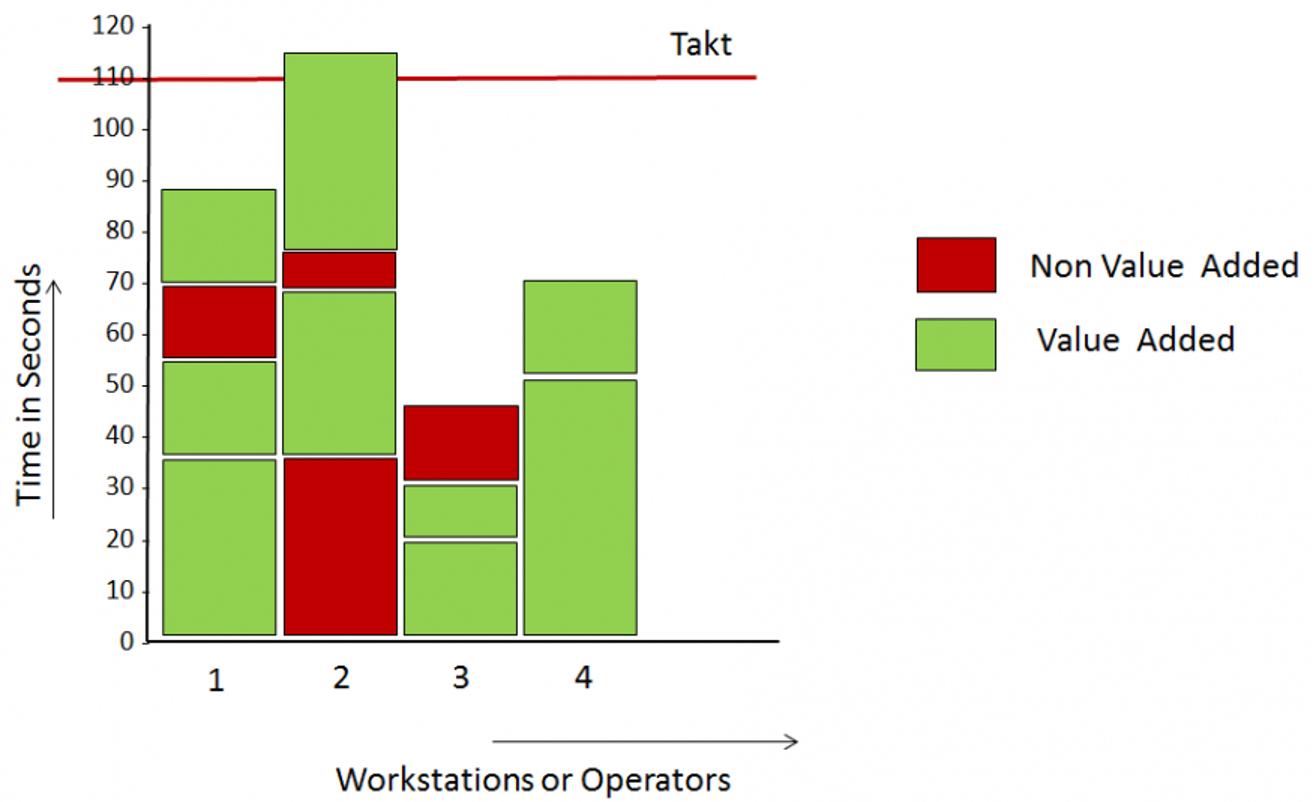
Yamazumi Chart
Pada proses manufaktur maupun di dunia industri saat ini, industri berlomba-lomba untuk dapat menjalankan produksinya dengan stabil dan efisien. Semakin efisien suatu proses yang dijalankan maka semakin rendah cost produksi yang dikeluarkan. Pada dunia industri atau pada saat proses produksi langkah awal pertama untuk menjadi produktif adalah menyadari untuk apa Anda menghabiskan waktu. Hal ini juga berlaku dalam hal proses bisnis. Jika terlalu banyak waktu proses dihabiskan untuk aktivitas yang sia-sia, Anda dapat mengharapkan produktivitas menurun. Kegiatan pemborosan juga meningkatkan biaya, menurunkan kepuasan karyawan, dan berdampak negatif pada pengalaman pelanggan. Memiliki cara untuk melihat di mana aktivitas pemborosan terjadi dalam proses dapat membantu bisnis menghilangkannya. Di sinilah grafik Yamazumi dapat membantu.
- Yamazumi Chart
Studi waktu adalah proses menentukan waktu yang diperlukan bagi seorang operator dengan kualifikasi tertentu untuk menyelesaikan suatu pekerjaan dengan performansi yang telah didefinisikan. Pengukuran waktu secara langsung dilakukan dengan stopwatch yang disebut stopwatch time study. Pada aktivitas pengukuran waktu pekerjaan diurai menjadi elemen-elemen kerja. Terdapat tiga aturan yang harus diikuti untuk membagi suatu proses operasi kerja ke dalam elemen-elemen kerja yaitu sebagai berikut:
- Elemen-elemen kerja dibuat sedetail dan sependek mungkin akan tetapi masih mudah untuk diukur waktunya dengan teliti
- Handling time seperti loading dan unloading time harus dipisahkan dari machining time;
- Elemen-elemen kerja yang konstan harus dipisahkan dengan elemen kerja yang variabel
Analisis operasional lini adalah suatu metode untuk menganalisis kondisi timbul dan penyebab terjadinya gangguan pada lini operasional dengan mengobservasi seluruh gerakan mulai dari step persiapan melakukan sebuah unit pekerjaan sampai selesai pekerjaan tersebut, dan juga memeriksa rasio waktu pelaksanaan operasi mesin dan operator secara aktual. Sementara analisis beban kerja menurut Wakui (2000) adalah aktivitas yang dilakukan oleh tiap posisi atau jabatan dalam rangka untuk melaksanakan tugasnya seperti tercantum dalam deskripsi pekerjaannya memberikan suatu beban kerja pada posisi/jabatan tersebut, sehingga perhitungan Workload dapat diformulasikan sebagai berikut:
![]()
Efektivitas dan efisiensi kerja adalah perbandingan antara bobot atau beban kerja dengan jam kerja efektif dalam rangka penyelesaian tugas dan fungsi organisasi.
- Tujuan Penerapan Yamazumi
- Sebagai alat atau tools untuk perbaikan dalam menciptakan line balance.
- Sebagai tools untu alat perbaikan dan mengidentifikasi bottlenecks maupun hambatan-hambatan serta membantu dalam mengurangi pemborosan untuk meningkatkan efektifitas dan produktivitas kerja.
- Sebagai tools untuk alat perbaikan dalam perubahan atau dalam menentukan waktu takt time.
- Komponen pembentuk Yamazumi Chart
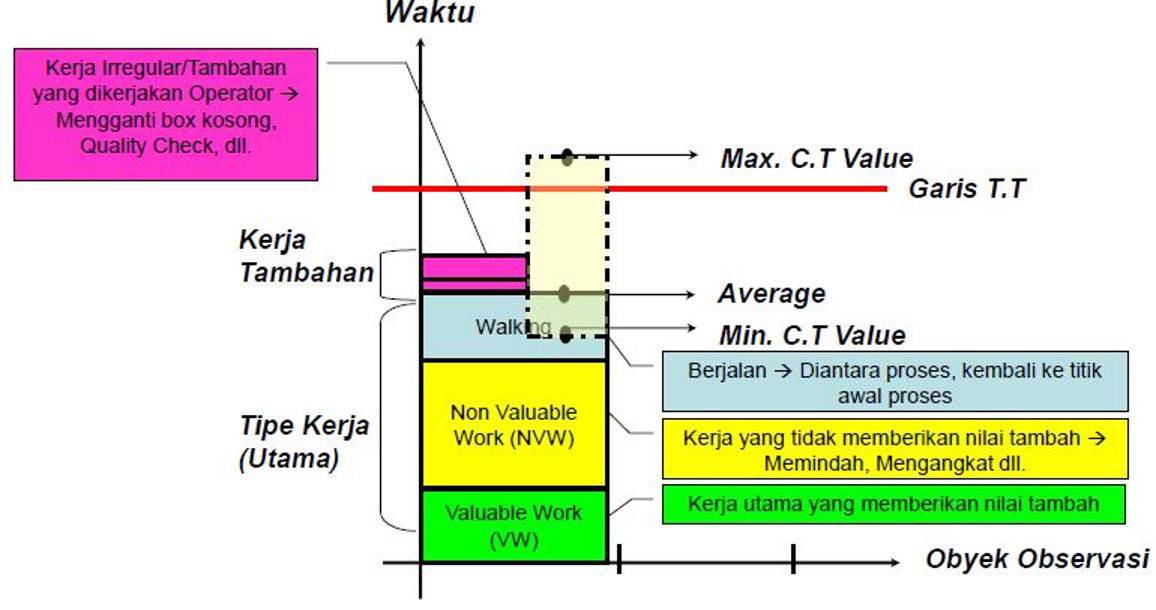
- Tipe-tipe Kerja
- Valueable Work (VW) adalah pekerjaan yang dianggap sebagai sesuatu yang memiliki peran dalam proses produksi dalam mengubah bentuk produk.
- Non Valuable Work (NVA) adalah pekerjaan yang terdapat di sebelum pekerjaan utama dilakukan. Yaitu pekerjaan yang diperlukan untuk membuat agar kondisi pekerjaan utama dapa8t berlangsung.
- Pekerjaan Irregular (Irregular Job) adalah pekerjaan yang secara interval tertentu (secara periodik) dilakukan oleh opertor.
- Contoh Menentukan VW & NVW pada proses pemasangan baut :
- Non Valuable Work :
- Mengambil baut
- Meletakan baut ke dalam gun
- Mengarahkan gun ke hole
- Melepas gun dari baut
- Valuable Work : Gun Mengencangkan baut
- Irregular Work :
- Mengganti box kosong dengan box yang penuh
- Mengambil baut yang akan dipasang (misal dilakukan setiap 6 kali proses)
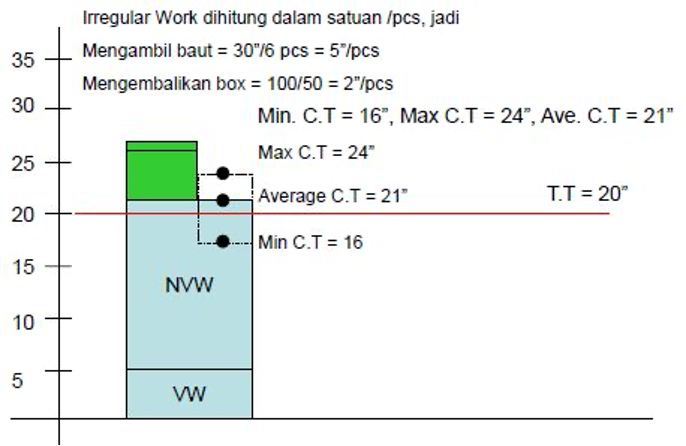
- Contoh Membuat Yamazumi
Nama pekerjaan : Memasang baut
Takt time Line 20" detik
Hasil dari 7 kali pengambilan dan pengukuran waktu sebagai berikut :

Irregular Work :
- Mengambil baut setiap 6 unit waktu pengambilan 30”detik
- Mengembalikan box baut, setiap 50 unit, memakan waktu 100” detik
Valuable Work : 5” detik, Non Valuable Work : 16” detik, Tidak ada gerakan jalan
- Berikut merupakan beberapa referensi video tentang Yamazumi Chart
Ergonomi Proses Kerja
Perancangan Berpusat Pada Manusia Dalam perancangan suatu sistem, apakah itu sistem fisik ataupun nonfisik, dikenal dua macam pendekatan. Pendekatan yang pertama adalah Technology Centred Approach (TCA), sedangkan pendekatan kedua disebut sebagai Human Centred Approach (HCA).
1. Technology Centred Approach adalah perancangan sistem yang terfokus pada teknologi, dimana pertimbangan terhadap manusia sedikit atau bahkan tidak ada sama sekali, baik dari segi sosial, psikologis, maupun organisasional. Karakteristik pendekatan TCA ini adalah 90-95% dari sumber daya organisasi (waktu, komitmen, uang) diinvestasikan pada isu-isu teknis. Selain itu, pada pendekatan TCA hal-hal yang berkaitan dengan teknologi menjadi pertimbangan pertama, sedangkan faktor-faktor manusia dan organisasi dipertimbangkan setelah isu-isu teknologi diputuskan. Pendekatan ini juga menempatkan manusia sebagai pelengkap teknologi, di mana manusia mengambil peran-peran yang tidak bisa dilakukan oleh teknologi. Di dalam pendekatan ini, isu-isu psikologis dan individual biasanya terfokus pada bagaimana melatih operator untuk mengoperasikan teknologi tertentu. Dengan demikian tampak bahwa pada pendekatan TCA, teknologi dianggap lebih penting daripada manusia itu sendiri.
2. Berlainan dengan TCA, Human Centred Approach (HCA) menganggap bahwa manusia merupakan faktor yang terpenting di dalam sistem. Tujuan yang ingin dicapai melalui pendekatan ini adalah agar sistem yang baru dirancang dan dikembangkan dengan lebih memberikan perhatian pada isu-isu kemanusiaan dan organisasional.
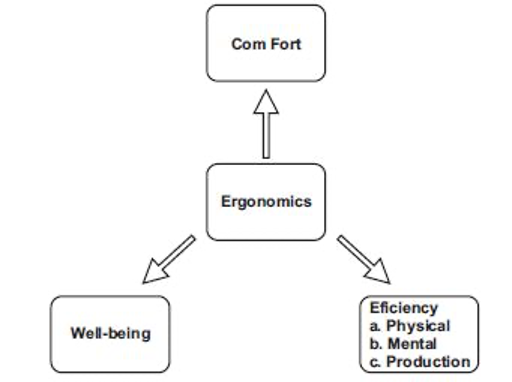
Ilmu Ergonomi adalah untuk meningkatkan efektivitas penggunaan objek fisik dan fasilitas yang digunakan oleh manusia dan merawat atau menambah nilai tertentu misalnya kesehatan, kenyamanan dan kepuasan dalam proses penggunaan tersebut. Ergonomi mencari informasi yang lengkap mengenai kemampuan serta keterbatasan manusia. Prinsip penting yang harus selalu diterapkan pada setiap perancangan adalah “Fitting the task to the man rather than the man to the task”. Dalam hal tersebut pekerjaan harus disesuaikan agar selalu berada pada jangkauan kemampuan serta keterbatasan manusia. Dengan demikian maka setiap perancangan sistem kerja harus disesuaikan dengan faktor manusianya, dimana dimensi dan fungsi harus mengikuti karakteristik dari manusia yang akan menggunakan sistem kerja tersebut. Dipandang dari segi sistem, maka sistem yang baik hanya dapat bekerja bila terdiri dari:
Pertama : Komponen sistem yang telah dirancang dan disesuaikan dengan apa yang dibutuhkan oleh manusia.
Kedua : Komponen sistem yang saling berinteraksi secara terpadu dalam usaha menuju tujuan bersama.
Banyak anggapan bahwa setiap terjadinya kecelakaan adalah akibat kesalahan manusia, namun setelah dilakukan penelitian terlihat bahwa hal tersebut tidaklah benar sepenuhnya, akan tetapi bisa jadi kecelakaan tersebut diakibatkan oleh sistem kerja yang kurang baik, yang mana dalam hal ini ergonomi mempunyai peranan yang sangat penting dalam menentukan keberhasilan suatu sistem kerja, dengan asumsi bahwa karakteristik ataupun objek, peralatan maupun lingkungan dapat mempengaruhi manusia, yang pada akhirnya akan mempengaruhi kinerja (output) sistem manusia-mesin.
Ergonomi adalah suatu disiplin ilmu yang berkaitan mengenai interaksi antara manusia dengan objek yang digunakan (Pulat, 1992). Asumsi yang paling penting dalam ergonomi adalah peralatan dan kondisi lingkungan kerja berpengaruh terhadap performansi kerja. Jika produk, peralatan, stasiun kerja, dan metode kerja dirancang sesuai dengan kemampuan dan keterbatasan manusia, maka performansi dan hasil yang diberikan akan lebih baik. Sebaliknya jika ergonomi diabaikan dalam merancang peralatan, stasiun kerja, dan metode kerja maka akan memberikan hasil yang sebaliknya. Suatu kondisi kerja yang dirancang akan memberikan dampak kepada operator, diantaranya (Pulat, 1992):
- Penurunan output produksi
- Meningkatkan biaya dan material untuk kesehatan
- Meningkatkan tingkat ketidakhadiran operator
- Penurunan kualitas kerja
- Cedera pada operator
- Peningkatan kecelakaan kerja
Dalam ergonomi dikenal istilah fitting the task to the person. Maksud dari istilah tersebut adalah pekerjaan harus dirancang sesuai dengan kapasitas pekerja. Pengembangan ilmu ergonomi didasarkan pada konsep tersebut.
Penelitian dan pengembangan pada bidang ergonomi dilakukan untuk mencapai hasil yang efektif dan efisien. Berbagai organisasi didirikan untuk mendukung kemajuan penelitian dan pengembangan ergonomi, antara lain: OSHA, NIOSH, MSHA (Mine Safety and Helath Administrasion), HFES (Human Factors and Ergonomis Society), IIE (Institute of Industrial Engineers), ES (Ergonomis Society), ILO (International Labour Organization), WHO (World Health Organization), IEA (International Ergonomis Association) dan organisasi-organisasi lainnya. Beberapa permasalahan yang umum dikaji dan diteliti dalam bidang ergonomi (Pulat, 1992):
1. Antropometri
Antropometri berhubungan dengan pengukuran dimensi tubuh termasuk berat dan volume seperti jarak jangkauan tangan ke depan, panjang popliteal, tinggi mata duduk, dan berbagai dimensi tubuh lainnya. Permasalahan dalam bidang antropometri merupakan kesesuaian antara dimensi tubuh dengan desain stasiun kerja. Solusinya dengan cara melakukan modifikasi.
2. Kognitif
Permasalahan kognitif muncul ketika dalam penerimaan informasi, informasi yang diterima kurang atau berlebihan. Hal ini disebabkan adanya gangguan pada short term memory ataupun dapat long term memory. Solusinya dengan cara menggantikan manusia dengan mesin untuk meningkatkan performansi.
3. Muskuloskeletal
Merupakan permasalahan yang diakibatkan dengan adanya peregangan pada otot dan rangka. Musculoskeletal dapat mengakibatkan single incident dan cumulative effect trauma.
4. Kardiovaskular
Masalah yang disebabkan oleh adanya peningkatan kerja pada sistem peredaran darah termasuk jantung. Mengakibatkan jantung memompa lebih banyak darah ke otot sehingga menyebabkan tubuh memerlukan lebih banyak oksigen.
5. Psikomotor
Masalah ini terletak pada ketegangan sistem psikomotor yang menegaskan kebutuhan pekerjaan untuk disesuaikan dengan kemampuan manusia dan menyediakan bantuan performansi pekerjaan.
Berikut ini adalah beberapa faktor yang seringkali menjadi hambatan penerapan ergonomi di perusahaan/organisasi:
- Konsultan/ pemerhati ergonomi untuk perusahaan belum mampu menunjukkan keuntungan dari program implementasi ergonomic di perusahaan, atau dengan kata lain belum mampu berbahasa perusahaan.
- Manajemen masih memberikan prioritas rendah dan terakhir pada program ergonomi dalam program kerja perusahaannya.
- Dalam menerapkan program ergonomi petugas lebih banyak melaksanakan program kuratif dibanding program preventif dan promotif, dan sering kurang efisien.
- Modal dan pengetahuan mengenai ergonomi yang masih kurang juga menjadi faktor penghambat.
- Pengawasan dan sangsi yang lemah dari pemerintah dimanfaatkaan manajemen sehingga kurang memperhatikan penerapan ergonomi.
Sejumlah langkah berikut direkomendasikan oleh Pulat (1992) untuk menerapkan ergonomi dalam industri (Pulat, 1992):
- Menentukan definisi dari tujuan bisnis.
- Menentukan tujuan dari segi ergonomi dan membandingkan dengan tujuan perusahaan.
- Pengumpulan data untuk operasi seperti teknis, kondisi ekonomi,dll.
- Hubungan antara hasil langkah pertama dan kedua yang berkaitan dengan langkah ketiga.
- Lakukan analisis terhadap implementasi yang telah dilakukan.
Definisi Antropometri
Istilah antropometri berasal dari dua kata yaitu “anthro” yang artinya manusia dan “metri” yang artinya ukuran. Secara definitif antropometri dinyatakan sebagai studi yang berkaiatan dengan pengukuran dimensi tubuh manusia (Wignjosoebroto, 1995). Menurut Sanders dan McCormick (1987) serta Pheasant (1988) dan Pulat (1992), antropometri adalah pengukuran dimensi tubuh atau karakteristik fisik tubuh lainnya relevan dengan desain tentang sesuatu yang dipakai orang (Tarwaka et al, 2004). Antropometri secara luas digunakan sebagai pertimbangan-pertimbangan ergonomis dalam interaksi manusia. Data antropometri akan menentukan bentuk, ukuran dan dimensi yang tepat yang berkaitan dengan produk yang dirancang dan manusia yang akan mengoperasikan produk tersebut.
Perancangan Area Kerja
Salah satu tugas utama dari ergonomi industri adalah merancang area kerja. Konsep area kerja meliputi kontinum yang sangat luas, mulai dari stasiun alat mengasah sederhana sampai ke sebuah ruang kendali untuk memantau aktivitas produksi dari jarak jauh.
Prinsip Umum Perancangan Area Kerja
Perancangan area kerja didasarkan pada beberapa prinsip umum. Prinsip-prinsip tersebut adalah sebagai berikut (Pulat, 1992):
1. Pertimbangkan kebutuhan fungsional
Kebutuhan sistem yang berkaitan dengan kebutuhan fungsionalitas disaring hingga tahapan terkecil, yaitu tugas perorangan dan peralatan yang harus dipatuhi.
2. Pertimbangkan visibilitas
Visibilitas dari display utama dan tambahan, sistem kendali, peralatan, pekerja lainnya dan area kerja memiliki tingkat kepentingan utama dalam perancangan.
3. Pertimbangkan kemampuan mendengar pekerja
Kemampuan pekerja dalam mendengar sinyal suara dari berbagai sumber input informasi suara seperti: buzzers, alarm dan berbagai jenis display audio lainnya (baik yang berada di dalam maupun diluar area kerja) harus menjadi bahan pertimbangan dalam perancangan area kerja.
4. Pertimbangkan clearance
Clearance yang cukup akan menghasilkan kenyamanan bagi pekerja serta kemudahan dalam menjangkau dan mengoperasikan peralatan. Selain itu clearance juga menghindarkan pekerja dari potensi kecelakaan kerja.
5. Pertimbangkan kebutuhan jangkauan dan manipulasi
Prinsip ini merupakan dasar bagi penentuan dimensi/ ukuran yang terkait dengan peralatan, operasi kendali, penyesuaian kursi dan lainnya. Kebutuhan tersebut dapat ditentukan berdasarkan ukuran persentil 5th dari jangkauan tangan ke depan. Posisi penempatan item lain yang juga berkaitan dengan jarak jangkauan antara lain: Keranjang tempat komponen, peralatan, komponen, alat bantu, kabinet dan petunjuk operasi.
6. Pertimbangan stereotip populasi
Perancang harus memeriksa stereotip pekerja terlebih dahulu sebelum melakukan perancangan. Praktek ini berguna untuk menjaga penempatan relatif dari perlengkapan, peralatan dan komponen bagi area pekerjaan yang mirip.
7. Pertimbangkan faktor psikososial
Area kerja yang tidak teratur, tidak menyenangkan dan tidak menarik dapat membuat pekerja frustasi. Sebaliknya area kerja yang teratur, reliabel, sederhana, aman dan menarik akan memotivasi pekerja. Manusia lebih memilih display/ peralatan kendali yang kompatibel.
8. Spesifikasikan faktor lingkungan
Area kerja harus mampu melindungi pekerja dari efek lingkungan yang tidak diinginkan seperti: panas, kelembapan, kebisingan, pencahayaan, silau, getaran dan suhu dingin
9. Selidiki kemungkinan untuk standarisasi
Standarisasi menawarkan banyak keuntungan seperti: penghematan biaya pengembangan hardware, waktu pelatihan yang lebih pendek, mengurangi kemungkinan terjadinya error oleh operator.
10. Pertimbangkan sistem secara keseluruhan
Hubungan operasional dalam sebuah sistem mendefinisikan lokasi relatif dari berbagai area kerja. Hubungan tersebut jugamendefinisikan kebutuhan peralatan pada masing-masing posisi kerja.
11. Desain untuk pemeliharaan
Metode terbaik untuk memastikan fitur perawatan area kerja adalah menyelidiki desain dari sudut pandang insinyur perawatan, seolah-olah aktivitas perawatan sedang dilaksanakan.
12. Izinkan berbagai postur kerja
Postur kerja operator harus bisa bergantian antara duduk dan berdiri. Hal ini mungkin membutuhkan tinggi permukaan kerja dan dimensi kerja lainnya yang dapat disesuaikan.
13. Minimumkan bahaya
Potensi kecelakaan pada area kerja harus diminimasi. Sebagai contoh, gesekan yang tinggi antara tapak sepatu/ sandal dan lantai dapat menghindarkan pekerja dari bahaya tergelincir dan jatuh.
14. Pertimbangkan lokasi komponen kerja yang tetap
Lokasi yang tetap untuk peralatan, material dan alat kendali akan menghilangkan elemen gerak yang tidak efektif seperti mencari dan memilih.
Key Performance Indicator
KPI (Key Performance Indicator) adalah alat ukur yang menggambarkan efektivitas perusahaan dalam mencapai tujuan bisnisnya. Perusahaan menggunakan KPI untuk mengukur kesuksesan pencapaian target mereka. Adapun beberapa karakteristik dari KPI yaitu :
- Ukuran Non-Financial
- Ukuran yang sering digunakan (Regular measurements)
- Ukuran yang diketahui oleh manajemen
- Semua orang yang ada di dalam suatu organisasi telah mengerti dan memahami KPI
- Tanggung jawab kepada individu dan tim
- Memiliki efek yang sangat signifikan
- Memiliki efek yang positif
Key performance indicator juga bisa digunakan untuk mengukur efektifitas dan efisiensi pekerja dalam melakukan pekerjaannya.Secara garis besar, KPI penting untuk memastikan karyawan mendukung tujuan perusahaan secara keseluruhan. Key performance indicator diukur dalam periode harian, mingguan dan bulanan. KPI yang baik merupakan suatu hal yang penting dan terus menerus mendapat perhatian dari manajemen. Ketika seseorang menyimpang dari KPI, pihak manajemen dapat mengambil suatu keputusan dan memanggil orang yang bertanggung jawab. KPI adalah bentuk komunikasi. Perlakukan ia sebagaimana komunikasi adalah aspek penting dalam setiap kegiatan usaha dan kerja sama. Sama seperti komunikasi, KPI mematuhi aturan dan praktik terbaik seperti informasi yang ringkas, jelas dan relevan.
Pengerian Key Performance Indicator Menurut Ahli
- Menurut Iveta (2012), Key Performance Indicator (KPI) adalah ukuran yang bersifat kuantitatif dan bertahap bagi perusahaan serta memiliki berbagai perspektif dan berbasiskan data konkret, dan menjadi titik awal penentuan tujuan dan penyusunan strategi organisasi.
- Menurut Warren (2011), Key Performance Indicator (KPI) merupakan sebuah pengukuran yang menilai bagaimana sebuah organisasi mengeksekusi visi strategisnya. Visi strategis yang dimaksud merujuk kepada bagaimana strategi organisasi secara interaktif terintegrasi dalam strategi organisasi secara menyeluruh.
- Menurut Parmenter (2007), mendefinisikan Key Performance Indicator (KPI) sebagai yang paling kritikal untuk kesuksesan organisasi pada kondisi sekarang dan di masa datang.
- Menurut Banerjee dan Buoti (2012), Key Performance Indicator (KPI) adalah ukuran berskala dan kuantitatif yang digunakan untuk mengevaluasi kinerja organisasi dalam tujuan mencapai target organisasi. KPI juga digunakan untuk menentukan objektif yang terukur, melihat tren, dan mendukung pengambilan keputusan.
Jenis-jenis Key Performance Indicator
Pada dasarnya, Indikator Kinerja Utama atau KPI dapat dibedakan menjadi dua jenis yaitu KPI Financial dan KPI Non-Financial.
Key Performance Indicator Financial
KPI Financial adalah indikator kinerja utama yang berkaitan dengan keuangan. Contoh KPI Finansial ini diantaranya adalah sebagai berikut :
- KPI Laba Kotor (Gross Profit), yaitu KPI yang mengukur jumlah uang yang tersisa dari pendapatan setelah dikurangi Harga Pokok Penjualan (HPP).
- KPI Laba Bersih (Net Profit), yaitu KPI yang mengukur jumlah uang yang tersisa dari pendapatan setelah dikurangi Harga Pokok Penjualan dan biaya-biaya bisnis lainnya seperti biaya bunga dan pajak.
- KPI Marjin Laba Kotor (Gross Profit Margin), yaitu KPI yang mengukur nilai persentase yang diperoleh dengan membagi Laba Kotor dengan Pendapatan.
- KPI Marjin Laba Bersih (Net Profit Margin), yaitu KPI yang mengukur nilai persentase yang diperoleh dengan membagi laba bersih berdasarkan pendapatannya.
- KPI Rasio Lancar (Current Ratio), yaitu KPI yang mengukur kinerja keuangan neraca likuiditas dengan membagikan aktiva lancar (current assets) dengan Kewajiban lancar (current liabilities).
Indikator ini memperkirakan seberapa baik suatu bisnis akan bertahan apabila mengalami penurunan secara tiba-tiba.
Key Performance Indicator Non-Financial
KPI Non-Financial adalah KPI yang tidak secara langsung mempengaruhi keuangan suatu perusahaan. Beberapa contoh KPI Non-Finansial yang dimaksud tersebut diantaranya seperti :
- Perputaran Tenaga Kerja (Manpower Turnover)
- Matriks Kepuasan Pelanggan (Customer Satisfaction metrics)
- Rasio Pelanggan Berulang terhadap Pelanggan Baru (Repeat Customer to New Customer Ratio)
- Pangsa Pasar (Market Share)
Faktor- Faktor yang Mempengaruhi Efektifitas KPI
KPI hanya akan berguna jika ada tindak lanjut atas KPI itu sendiri, sering kali perusahaan mengadopsi KPI yang populer digunakan dalam suatu industri. Namun setelah itu bertanya-tanya mengapa KPI tersebut tidak merefleksikan kinerja perusahaan. Dalam mengembangkan strategi untuk menyusun KPI, tim Anda harus mulai dari melihat apa tujuan organisasi Anda, bagaimana Anda berencana untuk mencapainya dan siapa yang dapat mengambil tindakan berdasarkan informasi ini. Hal ini seharusnya merupakan proses berulang yang melibatkan masukan dari analysts, kepala bagian dan para manager. Setelah itu Anda akan mendapatkan pengertian yang lebih baik mengenai bagaimana KPI mengukur proses bisnis perusahaan Anda dan siapa yang dapat menindaklanjuti proses bisnis tersebut.
Salah satu cara membuat KPI yang relevan adalah dengan kriteria SMART. Kata ini adalah singkatan dari specific, measurable, attainable, relevant, time-bound. Untuk penjelasan mengenai hal-hal tersebut, sebagai berikut.
- Apakah tujuan perusahaan spesifik.
- Bisakah Anda mengukur pencapaian tujuan tersebut.
- Apakah tujuannya dapat dicapai.
- Apakah tujuan tersebut berkaitan dengan perusahaan.
- Berapa lama jangka waktu untuk mencapai tujuan tersebut.
Penerapan Key Performance Indicator
Terdapat 4 kriteria dasar yang harus dipenuhi sebelum suatu organisasi dapat menyatakan bahwa mereka telah mengimplementasikan KPI ke dalam aktivitas operasional. Kriteria tersebut adalah :
- Kolaborasi antara karyawan, tim, supplier dan pelanggan
- Desentralisasi dari level manajemen sampai level operasional
- Integrasi atau keterkaitan antara ukuran, laporan dan tindakan
- Hubungan KPI dan strategi
Untuk mengimplementasikan KPI, membutuhkan suatu proses sistem yang saling terkait, baik itu dari lingkungan organisasi sendiri seperti karyawan, manajer, pemegang saham dan dari pihak-pihak luar seperti pelanggan dan supplier. Begitu juga laporan yang harus tepat waktu, efisien, dan fokus terhadap peningkatan pengambilan keputusan. Ketika mengimplementasikan KPI, hal yang penting adalah mendefinisikan hasil/tujuan dari masing-masing KPI. Dalam mengimplementasikan KPI Terdapat suatu metode untuk merencanakan suatu tujuan yang menggabungkan beberapa kriteria yang disebut SMART (Specific, Measurable, Achievable, Realistic dan Time Sensitive).
Berikut penjelasan SMART :
- Specific – Tujuan atau hasil haruslah jelas dan spesifik, tujuan atau hasil yang melebar sangat tidak diharapkan. Ketika tujuan atau hasil jelas dan spesifik, sangat mudah diketahui kapan tujuan / hasil tersebut telah dicapai.
- Measurable – Tujuan atau hasil harus dapat diukur, baik itu secara kualitas atau pun kuantitas. Hal ini dapat ditempatkan dalam hubungannya dengan performa standar atau harapan dari suatu performa.
- Achievable – Dapat dicapai, tetapi harus diformulasikan sebagai suatu tantangan dan dengan demikian akan menginspirasi organisasi untuk mencapai hasil atau tujuan.
- Realistic – menciptakan suatu ide yang merupakan hasil atau tujuan haruslah tercapai, tetapi harus juga realistis dan berorientasi hasil.
- Time Sensitive – setiap hasil atau tujuan memiliki batasan waktu kapan tujuan atau hasil tersebut dapat dicapai. Fakta bahwa tujuan atau hasil merupakan sesuatu yang membutuhkan batasan waktu akan membuat suatu kemudahan dalam mengukur suatu peningkatan suatu tujuan atau hasil berikutnya.
Lima hal tersebut bisa dikembangkan lagi agar bisa benar-benar mengoptimalkan KPI sebagai ukuran keberhasilan suatu usaha. Faktor yang perlu ditambahkan itu adalah Evaluate dan Reevaluate. Dengan mengevaluasi dan selalu mengevaluasi lagi ukuran apa saja yang dipakai dalam KPI, maka perusahaan akan selalu berupaya meningkatkan kinerjanya. Selain itu, berdasarkan hasilnya dapat dipakai untuk pedoman dalam me-review sistem kerja yang sudah berjalan.
Mengembangkan KPI memerlukan waktu dan sumber daya perusahaan. Key Performance Indicator yang diukur adalah Indikator yang sesuai dengan kebutuhan perusahaan dengan mempertimbangkan strategi dan tujuan jangka pendek perusahaan. Misalnya, apabila penjualan perusahaan kita meningkat dengan memuaskan tetapi profitabilitas perusahaan tidak cukup untuk menyediakan dana untuk pertumbuhan bisnis, maka KPI yang hampir pasti untuk perusahaan kita adalah KPI Marjin Laba Bersih dan Marjin Laba Kotor. Hal ini bisa juga dilihat dari akuntansi perusahaan dagang yang tercatat pada perusahaan. Disatu sisi, jika profitabilitas sesuai dengan harapan, namun pertumbuhannya tidak secepat yang diharapkan maka kita dapat mempertimbangkan beberapa KPI non-finansial seperti KPI perputaran tenaga kerja, KPI kepuasan pelanggan ataupun rasio pelanggan berulang terhadap pelanggan baru.
